



为了给您提供更的锯床_五机头钢筋弯箍机生产经验丰富产品信息,解锁锯床_五机头钢筋弯箍机生产经验丰富产品新体验,视频带你玩转每个细节!
以下是:锯床_五机头钢筋弯箍机生产经验丰富的图文介绍


按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。
带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。此刻,应替换新油。
液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。当令替换液压油。
带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。此刻,应替换新油。
液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。当令替换液压油。



建贸机械设备有限公司成立多年,集【山西阳泉钢筋笼滚笼机】研发、生产、销售和服务于一体的实业型企业,公司主要研制【山西阳泉钢筋笼滚笼机】并可根据客户图纸或要求研制各种非标【山西阳泉钢筋笼滚笼机】。 以人为本、科学管理、技术优先、品质保障、诚信务实,取得国内外客户的信赖与支持。 我们的目标是,让我们的【山西阳泉钢筋笼滚笼机】产品和服务誉满全球!


如果在锯床运行中,有危险发生时,应该立即按下“紧急停机”按钮。锯轮轴承,半年内应加一次润滑脂,变速箱内润滑油一年更换一次。冷却液有损人体皮肤,操作人员在清理或排放时应注意防护。停机时不允许锯带工件。经常清洗工作虎钳导轨部分的铁屑,保证活动钳口的灵活。每天锯削完毕后,应将锯条放松,其使用寿命。夏季室温高于摄氏度时,应对油箱进行风冷。锯条在运转时严禁用手与锯齿部。机床闲置不用时,对导轨及机床加工面应加油封,防止锈蚀。
使锯削的具有广泛的意义,如锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。系统的管理功能使材料和工件的管理更方便。系统的中文界面和实时的图形状态显示,使操作更友好更直观。锯削下料长度通过调节标尺14与返回到位开关的相对位置来实现,下料数量由计数器实现,各的完成由到位开关检测。锯削速度由调压阀供油压力进行控制。系统的模拟输入输出模块各的逻辑关系由继电器完成,驱动由动力油缸完成,控制由电磁阀完成。
使锯削的具有广泛的意义,如锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。系统的管理功能使材料和工件的管理更方便。系统的中文界面和实时的图形状态显示,使操作更友好更直观。锯削下料长度通过调节标尺14与返回到位开关的相对位置来实现,下料数量由计数器实现,各的完成由到位开关检测。锯削速度由调压阀供油压力进行控制。系统的模拟输入输出模块各的逻辑关系由继电器完成,驱动由动力油缸完成,控制由电磁阀完成。



jmc

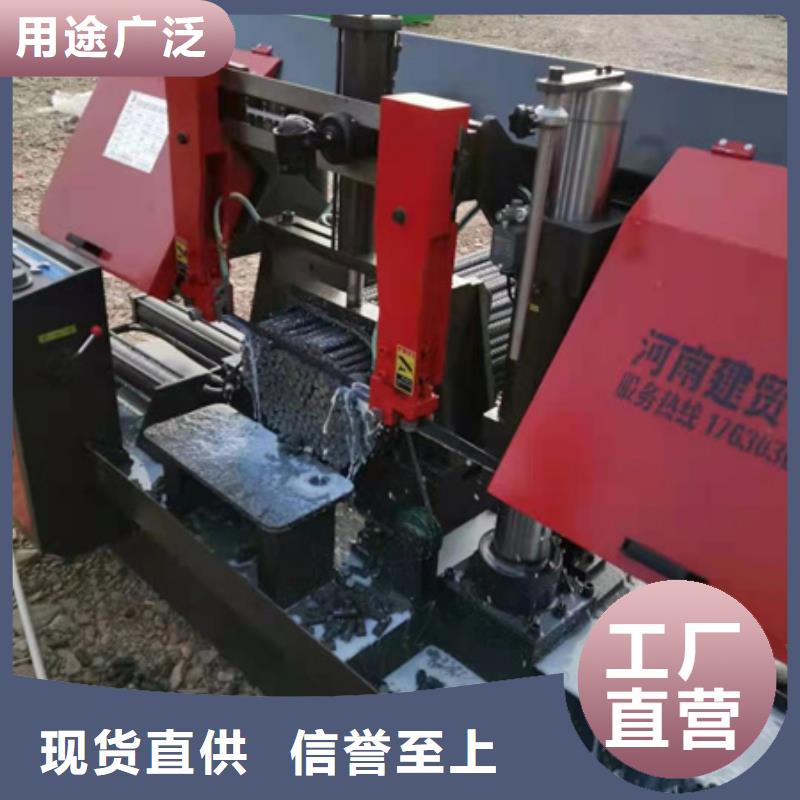
机床的主要特征:
1、机床通过机械、电气、液压的配合,自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调 整 。
3、锯切材料时锯条从夹 紧 虎钳中间经过,虎钳夹 紧 材料,防止锯切短料时不稳抖动造成拉齿。
3、由于其切削刀具 ,采用进口的、薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是中小型企、事业单位切割大型钢胚、一种具有显节材又节能的切割刀 具 。
4、结构布局合理,使用维 修 方便,是中、小型材料锯切节能的理想设备。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。
1、机床通过机械、电气、液压的配合,自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调 整 。
3、锯切材料时锯条从夹 紧 虎钳中间经过,虎钳夹 紧 材料,防止锯切短料时不稳抖动造成拉齿。
3、由于其切削刀具 ,采用进口的、薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是中小型企、事业单位切割大型钢胚、一种具有显节材又节能的切割刀 具 。
4、结构布局合理,使用维 修 方便,是中、小型材料锯切节能的理想设备。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。
